Металлические банки
До недавнего времени для изготовления банок использовали жесть толщиной от 0,24 до 0,32 мм, но в последние годы освоена более тонкая жесть толщиной 0,20-0,22 мм. Применение тонкой жести позволяет улучшить качество консервных банок, уменьшить расход металла на 12-16%, а также снизить мощность электродвигателей на 10-12% и удлинить срок службы жестянобаночного оборудования.
В зависимости от толщины жесть разделяют по номерам. Номер жести показывает ее толщину в сотых долях миллиметра. Например, жесть № 25 имеет толщину 0,24-0,27 мм; жесть № 28 - 0,27-0,30 мм и т. д.
Для изготовления консервных банок используют жесть следующих видов:
1. Белая листовая жесть горячего лужения горячекатаная и холоднокатаная первого и второго класса по оловянному покрытию.
Количество олова, нанесенного на 200 см2 поверхности жести первого класса (или на 100 см2 листа, луженого с обеих сторон), должно составлять 0,39-0,45 г, жести второго класса - 0,28-0,38 г.
Из жести первого класса изготовляют в основном банки для крабовых консервов, предназначенных для очень длительного хранения.
2. Белая рулонная жесть горячего лужения, холоднокатаная, марки ЖК, первого и второго класса по оловянному покрытию. Благодаря хорошей ковкости белую рулонную жесть широко применяют для изготовления различных по форме и емкости цельноштампованных банок. Возможность выработки этой жести в виде лент различной ширины обусловливает ее рациональный раскрой (штамповку банок и крышек) с минимальным количеством отходов.
3. Белая рулонная жесть электролитического лужения, лакированная, первого сорта, класса I сЭЛ. Эту жесть изготовляют из мягкой углеродистой стали, покрывают с обеих сторон оловом (толщина покрытия с каждой стороны ленты 0,8-1 мк) и поверх олова - лаком или эмалью (толщина сухой лаковой пленки 8-12 мк).
Лаковая пленка должна быть устойчивой к действию чистой (дистиллированной) воды, растительного масла (при температуре 120°С), 3%-ного раствора хлористого натрия, 2%-ного раствора виннокаменной кислоты, 3%-ного раствора уксусной кислоты и стандартного белкового раствора (3% желатина, 1% хлористого натрия и 0,2% сернистого натрия). После 2-часового кипячения пластинок жести в любом из указанных растворов лаковая пленка должна остаться целой и сохранить блеск и эластичность.
4. Белая рулонная жесть электролитического лужения, нелакированная, первого сорта и первого класса. На 200 см2 поверхности этой жести должно быть 0,12-0,15 г олова. Эта жесть может быть использована только для изготовления штампованных банок и крышек при условии обязательного двукратного покрытия их с обеих сторон пищевым лаком горячего напекания.
Алюминиевые консервные банки вырабатывают только цельнотянутые из листового алюминия марки А-0 и А-00 или его сплавов с магнием и марганцем, что позволяет уменьшить толщину металла от 0,4 до 0,3 мм, так как прочность сплавов выше, чем прочность чистого алюминия.
Алюминий и его сплавы имеют одинаковую коррозионную стойкость. Коррозионную стойкость алюминия и его сплавов улучшают электрохимическим анодированием и последующим лакированием эпоксифенольным лаком 3-30-59.
В зарубежных странах (ГДР) для изготовления консервных банок используют также черную (без оловянной полуды) лакированную жесть.
В России производство рыбных консервов в банках из лакированной черной жести освоено на консервных заводах Калининградского района и в дальнейшем должно быть применено на других предприятиях.
При стерилизации консервов белковые вещества рыбы частично разрушаются с выделением сернистых соединений, которые взаимодействуют с оловянным покрытием (полудой) на внутренней поверхности банок, изготовленных из белой жести. В результате этого на внутренней поверхности банок образуется сернистое олово (SnS) в виде побежалости сизого цвета. При повышенной пористости полуды возможно образование сульфида железа (FeS), также вызывающего потемнение внутренней поверхности банок и даже части продукта, прилегающего к их стенкам.
Для предупреждения потемнения внутренней поверхности банок, уменьшения количества олова, переходящего в продукт, и предотвращения коррозии банок обычно жесть или готовые банки покрывают лаком, а белую жесть иногда пассивируют.
Сущность пассивирования заключается в создании на поверхности полуды защитной пленки из окислов олова путем обработки листов жести или готовых банок раствором окислителя - двухромовокислого натрия или калия и едкого натра. Защитная окисная пленка образуется следующим образом. При погружении луженой жести в щелочной раствор окислителя (двухромовокислого натрия) вначале некоторое количество полуды растворяется с образованием станнита и станната натрия:

Затем станнит и станнат взаимодействуют с образованием окислов олова:

В результате перенасыщения прилегающего к металлу слоя раствора олова на поверхности металла образуются кристаллизационные центры, которые, разрастаясь, превращаются в сплошную окисную пленку. Образующиеся под действием окислителей защитные окисные пленки в зависимости от толщины можно разделить на три группы:
- толстые - хорошо видимые пленки толщиной более 5000 А (1 ммк = 10000 А);
- средней толщины - пленки, обнаруживаемые на металле в виде «цветов побежалости», толщиной от 400 до 5000 А;
- тонкие - невидимые пленки, обнаруживаемые лишь косвенными методами, толщиной менее 400 А.
Пассивные окисные пленки на белой жести относятся к пленкам третьей группы - невидимым пленкам.
Процесс пассивирования жести (или готовых консервных банок) состоит из следующих операций:
- обезжиривание жести или банок;
- собственно пассивирование - погружение жести (банок) на несколько секунд в щелочной раствор окислителя;
- промывка пассивированной жести (банок) скачала холодной, а затем горячей водой для удаления раствора пассиватора.
Пассивирование является более простым и дешевым способом защиты жести от коррозии, чем покрытие лаками и эмалями, значительно повышает стойкость банок против коррозии и в ряде случаев позволяет существенно уменьшить содержание олова в консервах.
Один из новых способов предохранения консервных банок от коррозии - нанесение на их поверхность тонких невидимых слоев масляной смазки с добавлением поверхностно-активных веществ (0,9-0,1%). Смазку на банки наносят в поле тока высокого напряжения в специальной камере. Этот способ защиты жестяных банок от коррозии разработан ЦНИИЧерметом.
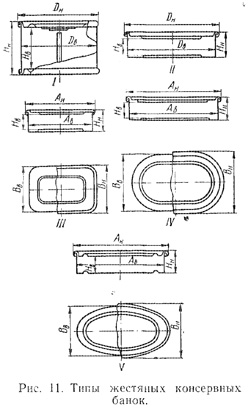
Применяемые в рыбоконсервном производстве жестяные банки (рис. 11) в зависимости от их формы и способа производства делят на пять видов:
I - цилиндрические сборные (с язычком под ключ или без него);
II - цилиндрические цельноштампованные;
III - фигурные цельноштампованные прямоугольной формы;
IV - фигурные цельноштампованные овальной формы;
V - фигурные цельноштампованные эллиптической формы. Характеристика цилиндрических банок приведена в табл. 14, а фигурных цельноштампованных - в табл. 15.

У сборных банок с язычком, расположенным на корпусе, размер Я может быть на 4,8-5,0 мм больше размера, указанного в табл. 15.
Для банок емкостью от 96 до 250 мл допускается колебание емкости ±1%, для банок емкостью от 250 до 1000 мл - ±0,5% и для банок емкостью 1000 мл - ±0,25%.
До недавнего времени большую часть рыбных консервов в нашей стране вырабатывали в сборных цилиндрических банках, главным образом № 8, 10 и 11, вмещающих 350-450 г продукта. В настоящее время в связи с возросшим спросом на консервы в мелкой расфасовке и применением тонкой жести для изготовления банок увеличился выпуск консервов в мелких цельно-штампованных цилиндрических и фигурных банках, вмещающих 50-270 г продукта.
У цельноштампованных жестяных банок имеется только один шов в месте соединения корпуса и крышки, а у сборных - три шва - один вдоль корпуса банки и два в местах соединения корпуса с концами (крышкой и донышком) банки.
Продольный шов на корпусе сборных банок делают в замок. Он состоит из четырех слоев жести (рис. 12) и должен быть углублен внутрь корпуса и ровно без наплывов пропаян сплавом из олова (40%) и свинца (60%) для обеспечения герметичности корпуса.
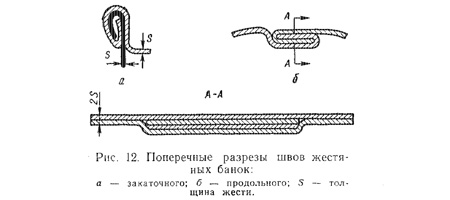
У цельноштампованных банок крышки, а у сборных банок донышки и крышки соединяют с корпусом двойным закаточным швом, представляющим собой прочное плотное соединение фланца крышки с корпусом банки, состоящее из пяти слоев жести с прослойкой из уплотнительного материала.
В качестве уплотнительного материала наибольшее распространение получила паста; для фигурных жестяных банок используют также резиновые кольца.
Пасту с помощью специальных пастонакладочных машин наносят на заранее загнутые (подвитые) концы банок. После высушивания она представляет тонкую эластичную пленку, которая в процессе закатки банок заполняет неплотности закаточного шва.
Пленка пасты не должна изменяться при стерилизации, не должна окрашивать содержимое банки и сообщать ему посторонние привкус и запах.
Наиболее часто применяемая водно-аммиачная паста под действием горячей воды и пара набухает, это не позволяет мыть и шпарить покрытые пастой концы банок перед употреблением и потому ограничиваются обычно только их протиркой.
Кроме того, во время парового эксгаустирования наполненных продуктом банок с предварительно подкатанными крышками, водно-аммиачная паста набухает и при окончательной закатке банок может вытекать из шва, что приводит к нарушению герметичности банок и способствует порче консервов. Указанных недостатков лишена вулканизированная паста.
На концах банок имеется гофрированный рельеф, обеспечивающий их упругую деформацию в процессе стерилизации консервов. Форма и размеры рельефа зависят от конфигурации и размеров банок, а также от толщины жести.
- Геотермальные тепловые насосы для отопления
- Специи для разных видов мяса
- Пензенским специалистам рассказали о практическом опыте башкирских аграриев в сфере скотоводства
- Предприятие «Евродон» сумело стабилизировать производство мяса индейки
- Глава Рязанского региона посетил Белгородскую область
- «Лебедяньмолоко» активно увеличивает объёмы производства
- В Орловском регионе обговорили производство и переработку молока
- В Рязанском регионе строят жильё для сотрудников СПК «Мир»
- Консервная тара
- Уксусная кислота, вода
- Глютаминат натрия и поваренная соль
- Пряности
- Уборочные машины теребильного типа
- Упаковка для суши на страже правильной транспортировки
- Глава сельскохозяйственного Департамента Тульского региона посетил Заокский муниципалитет
- В деревнях Хабаровского региона возникнут новые дороги и дома
- Молодой аграрий из Мордовии строит первый в Бельшеберезниковском муниципалитете семейный скотоводческий комплекс
- В Московской области во втором квартале передали в оборот 20 тысяч гектаров земельных участков
- Почётные гости посетили «Сад-Гигант Ингушетия»
- «Югагрохолдинг» в следующем году закончит строительство объектов второй очереди тепличного комплекса
- Глава сельскохозяйственного Департамента Пензенского региона рассказал о кормозаготовительной кампании
- В Брянском регионе будут разводить кроликов в промышленных масштабах
- В Рязанском регионе выплачивают субсидии на производство и продажу молока
- Фирма «Раздолье» занимается развитием парка сельскохозяйственной техники
- В Ухловском муниципальном образовании Рязанского региона закончат строительство козоводческой фермы
- Ставропольская компания «МДМ» увеличит производство полуфабрикатов
- Фитинги из нержавеющей стали
- В Иркутском регионе обговорили вопросы отгрузки пищевых товаров учреждениям социальной сферы
- Сахар
- Мука