Закатка банок
При закатке крышку металлической консервной банки соединяют с корпусом двойным закаточным швом, у стеклянной банки крышку и резиновое кольцо обжимают на горловине.
Металлические банки укупоривают крышками на двух последовательно расположенных машинах, выполняющих предварительную (клинчерование) и окончательную закатки, или на одной закаточной машине.
На машинах для предварительной закатки, или клинчерах, наполненные продуктом банки автоматически накрываются крышками, которые негерметично укрепляются на корпусе путем легкой подвивки фальцев.
Неплотное укрепление крышек позволяет создавать в банках необходимый вакуум при последующем паровом эксгаустировании или закатке.
На рис. 34 показана схема работы машины УПЗА для предварительной закатки банок. Наполненные банки по транспортеру поступают к подающему шнеку, который, вращаясь, осуществляет поштучную подачу банок к нижней трехзубой звезде.
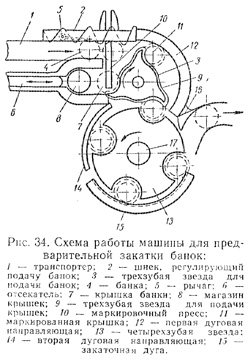
При этом каждая поступающая к шнеку банка отводит рычаг, регулирующий подачу крышек, одновременно через систему шарнирных соединений рычаг включает в работу отсекатель, который начинает подавать крышки из магазина к верхней трехзубой звезде, насаженной на один валик со звездой для банок. Поступающая на стол крышка маркируется прессом и подается вдоль дуговых направляющих к закаточной головке. В это же время нижняя звезда подает к ней банку. Таким образом, центры осей банки и крышки совмещаются. В конце крышечного стола очередной патрон закаточной головки опускается и присасывает крышку, а банка захватывается четырехзубой звездой. При этом совмещение осей банки и крышки не нарушается, так как оси патронов совмещены с осями вырезов четырехлопастной звезды.
При дальнейшем движении патрон опускается, кладет крышку на банку и прижимает ее. Таким образом, банка оказывается зажатой между верхним и нижним патронами и, двигаясь вокруг оси закаточной головки, одновременно вращается вокруг собственной оси. С помощью направляющих банка центрируется и подводится к закаточной дуге, в паз последней заводится венчик крышки, которая прифальцовывается к корпусу банки. Пройдя закаточную дугу, верхний патрон поднимается и закатанная банка выводится из машины.
При клинчеровании банок может появиться брак двух видов - недожатый шов или пережатый шов. В первом случае крышка легко снимается с банки и может быть смещена при окончательной закатке. Во втором случае закаточный шов, наоборот, слишком плотно прижат к банке, что затрудняет выход из нее воздуха при тепловом эксгаустировании или закатке под вакуумом.
Окончательная закатка банок осуществляется на закаточных машинах, не создающих вакуума в банках, или на вакуум-закаточных машинах.
Окончательная закатка завершается на машине, при этом к подвитым в процессе клинчерования фланцам корпуса банки и крышки подводится закаточный ролик, плотно сжимающий все пять слоев жести, из которых образован двойной закаточный шов. Без эластичной уплотнительной прокладки двойной закаточный шов обеспечил бы только прочность соединения фланцев крышки и корпуса. Чтобы двойной закаточный шов был герметичным, как уже отмечалось, на фланец крышки наносится тонкий слой пасты, который заполняет все зазоры между отдельными слоями жести, обеспечивая необходимую герметичность двойного закаточного шва.
На рис. 35 показан универсальный вакуум-закаточный автомат УВЗА-1, предназначенный для укупорки жестяных консервных банок под вакуумом после прохождения их через машину для предварительной закатки.
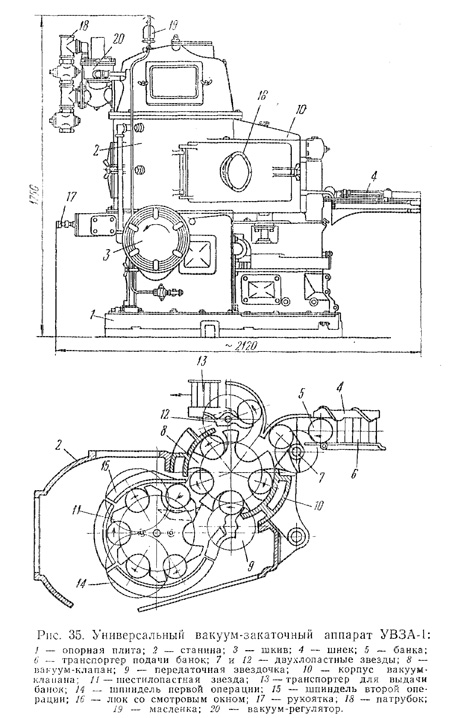
Банки в машину подаются цепным пластинчатым транспортером. С правой стороны подающего транспортера имеется шнек, регулирующий подачу банок в карман вакуум-клапана, назначение которого - обеспечение герметизации вакуум-камеры и промежуточной подачи и выдачи банок из вакуум-камеры. Закатанные банки проходят через вакуум-клапан и звездой выдаются на выносной пластинчатый транспортер. Работа закаточной машины контролируется автоматически и в случае заедания банки или снижения вакуума в камере привод машины выключается.
Особенностью машины является неподвижность банок в процессе герметизации и необходимость предварительного прифальцовывания крышек к корпусу банок во избежание их соскакивания с корпусов при отсасывании воздуха из внутренней полости банок. В цепь воздухопровода от вакуум-насоса последовательно включен аппарат, регулирующий количество отсасываемого воздуха для поддержания в автомате необходимого вакуума. Производительность автомата 120 банок в минуту.
Для закатки фигурных жестяных банок на многих рыбоконсервных заводах пока еще используют невакуумные полуавтоматические малопроизводительные закаточные машины, вследствие чего производственная мощность цехов, изготовляющих консервы в мелких фигурных банках, сравнительно небольшая.
В настоящее время рыбоконсервные заводы постепенно оснащают автоматическими вакуум-закаточными машинами для укупорки фигурных банок (рис. 36).
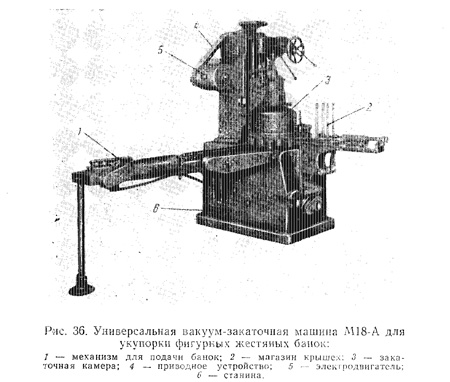
На этих машинах можно закатывать как прямоугольные, так и овальные фигурные банки. Производительность их составляет 55 прямоугольных банок в минуту и 60 овальных банок в минуту. Предельные длина и ширина закатываемых банок составляют соответственно 75 и 160 мм. Переход на закатку банок другого размера осуществляется путем смены деталей. В машине имеется магазин автоматической подачи крышек, устройство для их маркировки, а также устройство, позволяющее закатывать банки крышками с «язычком» для открывания ключом.
Стеклянные банки укупоривают на вакуумных и обычных закаточных машинах. Герметизация стеклянных банок осуществляется металлическими крышками, в завитый фланец которых укладывают резиновое кольцо.
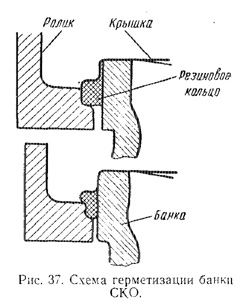
Схема герметизации банок СКО приведена на рис. 37. В процессе укупорки стеклянной банки периферийная часть крышки сжимается и деформируется вместе с резиновым кольцом, которое оказывается плотно зажатым между горлом банки СКО и крышкой. Вследствие такого напряженного состояния резинового кольца создается необходимая герметичность и прочность соединения крышки с горлом стеклянной банки.
Банки СКО можно укупоривать двумя способами - при помощи обжимного патрона или обкаточными роликами. Машины с обкаточными роликами получили преимущественное распространение, так как являются универсальными. После замены некоторых деталей эти машины можно использовать для укупорки жестяных банок.
Бой банок в случае отклонения диаметра горловины от установленных размеров при обкатке крышек роликами значительно меньший, чем при обжиме патроном.
- Эксгаустирование
- Расфасовка консервируемых продуктов в банки
- Секреты оформления кухонного пространства
- Виды и особенности проведения ветеринарных процедур в инкубаторах
- В Курском регионе заканчивают уборку сахарной свеклы
- В России планируют заняться развитием цветоводческой отрасли
- Владимир Лабинов побывал на территории крупнейшего рыбоводческого фермерства
- В Самарском регионе молодёжь поощряют оставаться в сёлах
- Что такое серная кислота химически чистая
- Ставропольский регион обеспечен лизином
- В Волгограде появится распределительный центр для локальных фермеров
- Архангельские пивовары планируют покорить Санкт-Петербург
- В Московском регионе ещё до конца года появится тридцать предприятий
- В Пермском ВУЗе открыли уникальную лабораторию
- Расфасовка рыбы в консервные банки
- Обжаривание рыбы
- Горячее копчение
- Насос Optima wqd 10-12 g
- В Тамбовском регионе будут поддерживать сыроварение
- «Мираторг Запад» наращивает объёмы изготовления полуфабрикатов и готовой продукции
- На территории Ставрополья возникнут инновационные инфраструктурные объекты
- Подсушивание рыбы
- Бланшировка рыбы
- Обеспечение поточности первичной обработки рыбы
- Панирование рыбы
- Посол рыбы
- Порционирование рыбы
- Тэны термекс
- В Тюменском регионе запустили новое производство индюшатины
- В Рязанском регионе продолжают внедрять мероприятия, направленные на обеспечение стойкого развития сельских зон